في منشأة تصنيع خبي ماوشييانغ للتقنية التي تبلغ مساحتها 30,000 متر مربع، لا يُعتبر التحكم في الجودة مجرد خطوة في عملية الإنتاج—بل هو فلسفة متأصلة في كل مرحلة من مراحل صناعة رافعات البالتية اليدوية. حتى أصغر المكونات، بدءًا من محمل عجلة واحدًا وصولاً إلى لحام رأس الشوكة، تخضع لاختبارات وفحوصات صارمة، مما يضمن أن كل وحدة تخرج من ورشتنا تلبي أعلى معايير المتانة والسلامة والكفاءة. بالنسبة لرافعات البالتية اليدوية لدينا (المعروضة في الشكل 3 والشكل 4)، فإن هذا الالتزام بالدقة يبدأ منذ وقت طويل قبل التجميع—ويستمر بعيدًا عن الفحص البصري النهائي.
فرز المواد الخام: أساس الموثوقية
يبدأ التحكم في الجودة من المواد التي نقوم بتزويدها. بالنسبة لإطارات الشوكة الخاصة بعربات البالتية اليدوية، نستخدم فولاذ كربوني من النوع Q235 (متوافق مع معايير GB/T 700-2006)، والذي يخضع لاختبارات مقاومة الشد ونقطة الخضوع قبل دخوله إلى ورشة العمل. يتم فحص كل صفيحة فولاذ بحثًا عن العيوب السطحية، كما تُرسل عينات إلى مختبرنا الداخلي للتحقق من أن حد أدنى لنقطة الخضوع هو 235 ميجا باسكال—وهو أمر بالغ الأهمية لدعم الحمولة القصوى البالغة 3 أطنان في الموديلات القياسية لدينا.
بالنسبة لختم وحواف النظام الهيدروليكي، نختار بولي يوريثان عالي الكثافة (PU) يتوافق مع المواصفات القياسية GB/T 14687-2011. يتم اختبار كل دفعة من الختم لتتحمل ضغطًا يعادل 1.5 مرة من ضغط التشغيل للنظام لمدة دقيقة واحدة دون أن تتشقق أو تسرب، وهي إجراء وقائي ضد فشل النظام الهيدروليكي أثناء الاستخدام المكثف. حتى الصواميل والبراغي المستخدمة في التجميع تخضع لفحص مقاومة العزم؛ حيث نستخدم مشابك من الفولاذ 45# (وفقًا للمواصفة GB/T 699-2015) ونتحقق من قدرة كل برغي على الحفاظ على قوة الضغط بعد 1000 دورة من اختبار الاهتزاز.
اختبار على مستوى المكونات: الدقة في كل جزء
عندما يتعلق الأمر بالمكونات الأساسية لرافعات البالتية اليدوية الخاصة بنا، لا يتم تجاهل أي تفصيل. فعلى سبيل المثال الشوك: باستخدام مقياس السُمك الرقمي بدقة ±0.01 مم، يقوم فريق ضبط الجودة بقياس طول الشوكة (الذي تم توحيد طوله بـ 1,150 مم لضمان التوافق مع البالتية القياسية وفقًا للمواصفة ISO 6780) وسُمكها (8 مم لتوزيع الحمولة بشكل مثالي) في خمس نقاط على كل شوكة. وأي انحراف يتجاوز 0.5 مم يؤدي إلى رفض القطعة. كما نختبر استقامة الشوكة باستخدام أداة محاذاة بالليزر؛ إذ إن أي انحناء يزيد عن 2 مم على طول الشوكة بالكامل قد يعرض استقرار الحمولة للخطر، وبالتالي يتم إعادة تشكيل هذه الوحدات أو التخلص منها.
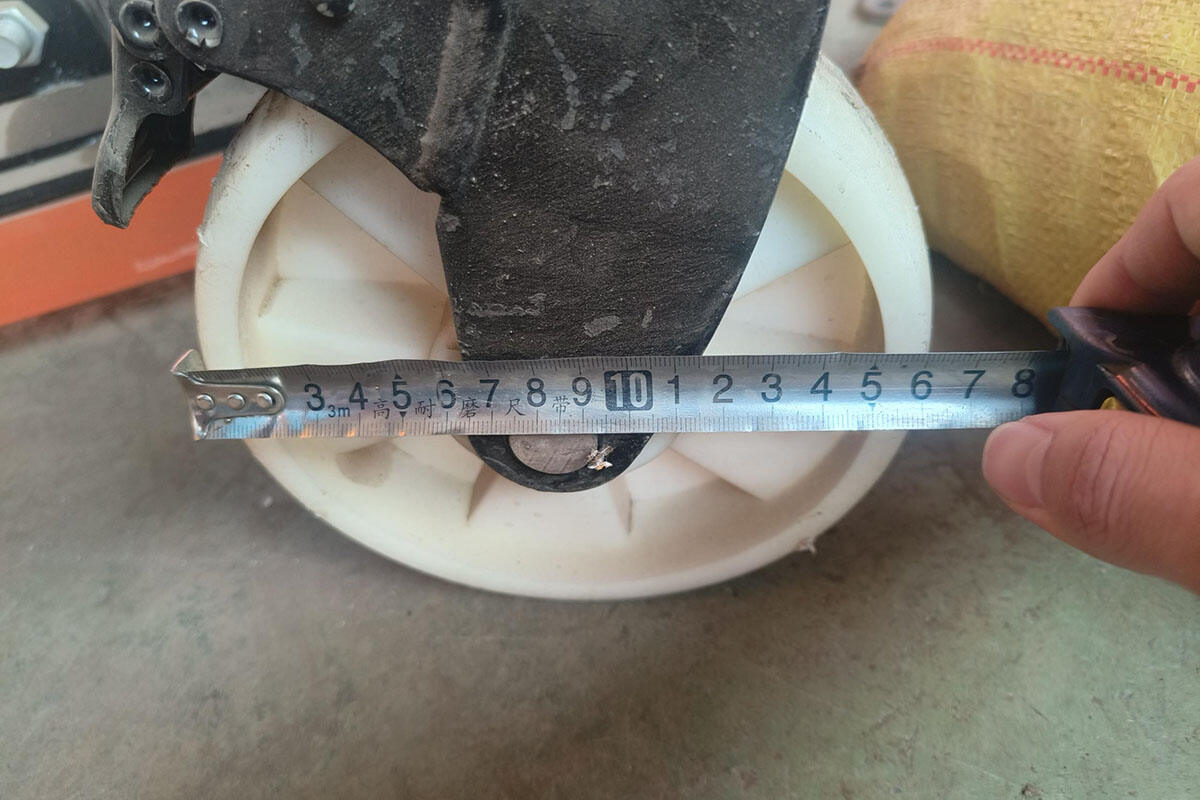
تُخضع العجلات عالية التآكل، وهي واحدة من المكونات الحرجة للقدرة على المناورة، لمجموعة مكثفة من الاختبارات. أولاً، نتحقق من أبعادها: يتم قياس عجلات الحمل (بقطر 180 مم) وعجلات التوجيه (بقطر 200 مم) للتأكد من توافقها مع تباعد المحاور في الهيكل. ثم نعرضها لاختبارات تحمل الأحمال باستخدام نظام اختبار عجلات ثنائي المحور (وفقًا لمعايير SAE J2562): حيث تُحمل كل عجلة بوزن يساوي 1.4 ضعف السعة المصنفة لرافعة البالتات (4,200 كجم للنماذج ذات السعة 3 أطنان) وتُدوّر لمدة 10,000 دورة لمحاكاة استخدام يعادل 300,000 كم. وتُرفض أي عجلة تُظهر تشوهًا يزيد عن 2٪ أو تتشكّل فيها شقوق. كما تُختبر مقاومة الاحتكاك على منصة حزام ناقل متخصصة: حيث نقيس القوة المطلوبة لتحريك رافعة بالاتات محملة عبر سطح خرساني جاف، ونحرص على أن تبقى هذه القوة أقل من 150 نيوتن (وفقاً للمعيار GB/T 27690-2023) لتسهيل التشغيل بواسطة عامل واحد فقط.
الفحص أثناء العملية: اكتشاف المشكلات قبل التجميع
يتم الإشراف على تجميع رافعات البالتة اليدوية لدينا من قبل مهندسي التصنيع الذين يقومون بإجراء فحوصات دورية كل ساعة. على سبيل المثال، عند لحام إطار الشوكة بالغلاف الهيدروليكي، نستخدم اختبار الأشعة السينية (اختبار التصوير الإشعاعي) للتحقق من وجود شقوق داخلية أو انصهار غير كامل — وهي عيوب قد تُضعف البنية تحت الحمل. ويتم اختبار المضخة الهيدروليكية، وهي مكوّن حيوي للرفع، بشكل منفصل قبل التركيب: نتأكد من قدرتها على رفع حمولة 3 أطنان 100 مرة دون انخفاض في الضغط، وأن كفاءة المضخة الحجمية تتجاوز 93٪ (وفقًا لمعايير T/ZZB 2718-2022).
حتى مجموعة المقبض، التي غالبًا ما تُهمَل في الفحوصات الأساسية للجودة، تخضع للفحص الدقيق. نقوم بقياس قطر القبضة (28 مم، وفقًا للتوجيهات المرعية المتعلقة بالراحة الوظيفية) ونختبر استجابة ذراع التحكم: حيث يجب أن يتم التبديل بين وضعيات "الرفع" و"المحايدة" و"الخفض" باستخدام قوة أقل من 8 نيوتن، وأن يعود تلقائيًا إلى الوضع المحايد عند الإطلاق. كما يتم فحص لحامات مقبض التحكم من حيث مقاومة القص، ونقوم باستعراض ما يعادل 5000 دورة من تشغيل المقبض للتأكد من عدم حدوث أي ترخٍ أو كلل هيكلية.
اختبار المنتج النهائي: ضمان الموثوقية في الاستخدام العملي
بمجرد تجميع رافعة البالتة اليدوية بالكامل، تُخضع لسلسلة من الاختبارات الشاملة من البداية حتى النهاية لمحاكاة الظروف الواقعية. أولاً، اختبار بدون حمل: نتحقق من أن الشوك تنخفض وترتفع بسلاسة (بدون أي تعليق) وأن نظام التوجيه يدور 360 درجة دون مقاومة. بعد ذلك، اختبار الحمولة المقدرة: نضع وزنًا مقداره 3 أطنان (موزعًا بالتساوي على طول الشوك) ونتحقق من أن الشوك ترتفع إلى ارتفاع 200 مم (ارتفاع الرفع القياسي) في أقل من 15 ضغطة مضخة، وأن الانزلاق الطبيعي خلال 10 دقائق أقل من 2 مم (وفقاً للمعيار T/ZZB 2718-2022).
لضمان المتانة، نُجري اختبار موثوقية لمدة 3000 دورة: حيث يقوم رافع البالته برفع وخفض حمولة تبلغ 3 أطنان بشكل متكرر، أثناء دفعه وتحريكه عبر أرض مستودع اصطناعية (بما في ذلك 600 عقبة صغيرة لاختبار سلامة العجلات). بعد هذا الاختبار، نُفتش عن أي تسرب هيدروليكي أو شقوق في اللحامات أو تلف في العجلات — وأي عيب يتم اكتشافه يؤدي إلى تفكيك الوحدة وإصلاحها. وأخيرًا، نُجري اختبار رش الملح (لمدة 72 ساعة باستخدام محلول كلوريد الصوديوم بنسبة 5٪) للتأكد من أن طبقة الإطار (طلاء بودرة ذات مقاومة للتآكل من المستوى 10) تستوفي معايير GB/T 10125-2021، مما يحميها من الصدأ في البيئات الرطبة للمستودعات.
النتيجة: رافعات البالة المصممة لتدوم
إن هذا النهج غير المتسامح في مراقبة الجودة — من فحص المواد الخام إلى اختبار المنتج النهائي — يضمن أن تكون عربات البليت اليدوية لدينا أكثر من مجرد أدوات؛ بل شركاء موثوقين في التعامل اليومي مع المواد. بالنسبة للمستودعات ومراكز التوزيع والمنشآت التصنيعية، فهذا يعني تقليل التوقف عن العمل، وانخفاض تكاليف الصيانة، وتقليل خطر وقوع حوادث في مكان العمل. وبصفتها علامة تجارية موصى بها من قبل CCTV ورائدة في صناعة الرافعات الشوكية بالصين، لا تقوم شركة خبي ماوسيانغ للتكنولوجيا فقط بتصنيع عربات بليت يدوية، بل تُنتج معدات يمكن للعملاء الوثوق بها، مدعومة بضمان لمدة سنة واحدة والتزام بالأداء طويل الأمد.
في ورشتنا، كل قياس وكل اختبار وكل فحص يُعد وعدًا: بتقديم عربات بليت يدوية لا تلبي التوقعات فحسب، بل تتخطاها — مكونًا دقيقًا بعد آخر.