Στο 30.000 τετραγωνικών μέτρων εργαστήριο έξυπνης παραγωγής της Hebei Maoxiang Technology, η παραγωγή ηλεκτρικών γερανών δεν είναι απλώς μια σειρά βημάτων συναρμολόγησης· είναι μια διαδικασία ακρίβειας που συνδυάζει προηγμένη τεχνολογία, εξειδίκευση και αδιαπραγμάτευτο έλεγχο ποιότητας. Από το πρώτο σπινθήρα συγκόλλησης στο χαλύβδινο πλαίσιο (όπως φαίνεται στο Σχήμα 1) μέχρι το τελικό τεστ απόδοσης, κάθε στάδιο σχεδιάζεται για να παράγει μηχανήματα που αναθεωρούν την αποδοτικότητα, την ανθεκτικότητα και την ασφάλεια σε εργασίες αποθήκευσης και λογιστικής παγκοσμίως. Αυτό που ξεκινά ως πρώτες ύλες και εξαρτήματα μετατρέπεται σε ηλεκτρικούς γερανούς σχεδιασμένους για να απλοποιούν τη διαχείριση υλικών, να μειώνουν τα λειτουργικά κόστη και να υποστηρίζουν βιώσιμες ροές εργασίας—όλα αυτά με τη στήριξη 35 ετών εμπειρίας στον μηχανολογικό τομέα και πιστοποιήσεων ISO 9001/CE.
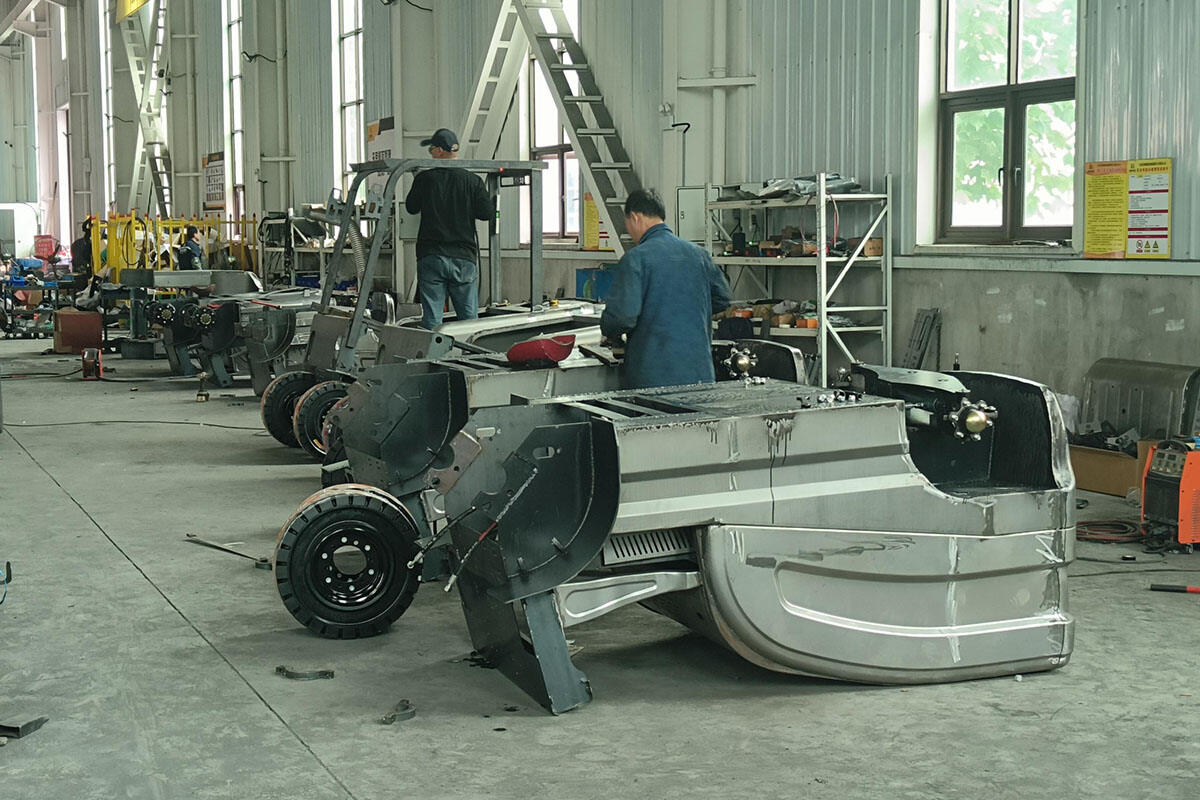
Βήμα 1: Συγκόλληση Χαλύβδινου Πλαισίου – Το Θεμέλιο της Δομικής Ακεραιότητας
Η διαδικασία παραγωγής ξεκινά με το βασικό στοιχείο κάθε ηλεκτρικής παλέτας: το σκελετό από χάλυβα. Αυτό το σημαντικό εξάρτημα πρέπει να αντέχει τις τάσεις από την ανύψωση φορτίων 1–5 τόνων, τη μετακίνηση σε ανώμαλες επιφάνειες και τη χρήση για χρόνια καθημερινά — γι' αυτό δεν αγνοούμε κανένα λεπτομέρεια κατά τη δημιουργία του. Χρησιμοποιούμε χάλυβα υψηλής αντοχής με χαμηλή κράμα (HSLA) σύμφωνα με τα πρότυπα GB/T 1591-2018, ένα υλικό που προσφέρει 30% μεγαλύτερη εφελκυστική αντοχή από τον συμβατικό ανθρακούχο χάλυβα, ενώ παραμένει 15% ελαφρύτερος, επιτυγχάνοντας την τέλεια ισορροπία μεταξύ ανθεκτικότητας και ενεργειακής απόδοσης.
Πριν από τη συγκόλληση, κάθε χαλυβδίνη πλάκα υπόκειται σε αυστηρή προ-επιθεώρηση: η υπέρηχος δοκιμή εντοπίζει αόρατα εσωτερικά ελαττώματα, ενώ ψηφιακά υποδεκάμετρα επαληθεύουν τη σταθερότητα του πάχους (εντός ±0,1 mm), για να εξασφαλιστεί ομοιόμορφη κατανομή φορτίου. Η φάση της συγκόλλησης είναι μια συνεργασία μεταξύ εξειδικευμένων τεχνικών (με πάνω από 5 χρόνια εξειδίκευσης) και αυτοματοποιημένων ρομποτικών βραχιόνων. Τα ρομπότ αναλαμβάνουν το 80% των συγκολλήσεων—εξασφαλίζοντας σταθερή διείσδυση της συγκολλητικής ραφής, συμμόρφωση με τα πρότυπα ISO 15614 και ανοχή ±0,2 mm—ενώ οι ανθρώπινοι ειδικοί επικεντρώνονται σε πολύπλοκες συνδέσεις σε δύσβατες περιοχές, όπως τα σημεία στερέωσης του ιστού και οι συνδέσεις του φορέα της γρύλας. Μετά τη συγκόλληση, κάθε πλαίσιο υφίσταται θερμική επεξεργασία αποτένωσης (σε θερμοκρασία 600°C για 2 ώρες) προκειμένου να εξαλειφθεί η υπόλοιπη τάση και να αποφευχθεί η παραμόρφωση με την πάροδο του χρόνου. Μια τελική ακτινογραφία επιβεβαιώνει την απουσία εσωτερικών ρωγμών, και μόνο τα πλαίσια που περνούν αυτή τη σειρά δοκιμών προχωρούν στο επόμενο στάδιο.
Βήμα 2: Συναρμολόγηση Βασικών Εξαρτημάτων – Συγχώνευση Ισχύος, Ακρίβειας και Απόδοσης
Μόλις το πλαίσιο πιστοποιηθεί ως δομικά ανθεκτικό, μεταφέρεται στη γραμμή συναρμολόγησης εξαρτημάτων — μια περιοχή με έλεγχο κλίματος όπου το «καρδιά» και το «νευρικό σύστημα» της ηλεκτρικής παλετοφόρου ενσωματώνονται με ακρίβεια επιπέδου μικρομέτρων. Αυτή η φάση χωρίζεται σε τρεις εξειδικευμένες υπο-διαδικασίες, οι οποίες διαθέτουν αποκλειστικά σημεία ελέγχου ποιότητας.
Πρώτον, το σύστημα ισχύος: η μπαταρία ιόντων λιθίου και ο ηλεκτρικός κινητήρας. Χρησιμοποιούμε μπαταρίες φωσφορικού σιδήρου λιθίου (LiFePO4) αυτοκινητιστικής ποιότητας, οι οποίες επιλέχθηκαν λόγω του χρόνου ζωής των 3.000 κύκλων (διπλάσιος από τις εναλλακτικές με μόλυβδο) και της δυνατότητας γρήγορης φόρτισης (φτάνει το 90% της χωρητικότητας σε 2 ώρες). Κάθε κελί μπαταρίας ελέγχεται ως προς τη σταθερότητα της τάσης (απόκλιση ≤0,02V) και τη διατήρηση της χωρητικότητας (≥95% μετά από 100 κύκλους) πριν τη συναρμολόγηση σε σφραγισμένη μονάδα, η οποία στη συνέχεια υποβάλλεται σε κύκλο φόρτισης-εκφόρτισης 24 ωρών για να επιβεβαιωθεί η διαρκής λειτουργία για 8–10 ώρες—κρίσιμο για πλήρη βάρδια λειτουργίας σε αποθήκη. Ο κινητήρας, ένα εισαγόμενο AC μονάδα 7,5kW από παγκόσμιο κατασκευαστή, τοποθετείται με εργαλεία ευθυγράμμισης λέιζερ, ώστε ο άξονας μετάδοσης να συνδέεται με απόκλιση ≤0,05mm, ελαχιστοποιώντας την απώλεια ενέργειας και τον θόρυβο λειτουργίας.
Στη συνέχεια, το υδραυλικό σύστημα—υπεύθυνο για την απόδοση ανύψωσης του μηχανήματος φόρτωσης. Προμηθευόμαστε υδραυλικά κυλίνδρους από προμηθευτές Tier 1, οι οποίοι δοκιμάζονται σε πίεση 1,5 φορές την ονομαστική τους λειτουργική πίεση (31,5 MPa) για 5 λεπτά χωρίς διαρροή. Τα υδραυλικά σωληνώματα, ενισχυμένα με πλέξιμο από χάλυβα και σύμφωνα με τα πρότυπα SAE 100R17, διαδρομολογούνται έτσι ώστε να αποφεύγεται η τριβή με το πλαίσιο και στερεώνονται με σφιγκτήρες αντί-δόνησης για προστασία από φθορά. Σε αυτό το σημείο ενσωματώνεται η δική μας βαλβίδα ανίχνευσης φορτίου, η οποία ρυθμίζει τη ροή του υδραυλικού υγρού βάσει του βάρους του φορτίου, εξοικονομώντας έως 20% ενέργεια σε σύγκριση με συστήματα σταθερής ροής—σύμφωνα με τη δέσμευσή μας για αποδοτικότητα.
Τέλος, εγκαθίστανται τα συστήματα ελέγχου και ασφαλείας. Η κονσόλα χειριστή διαθέτει ανθρωπομορφικό μοχλό ελέγχου (δοκιμασμένο για 100.000 κύκλους λειτουργίας προκειμένου να εξασφαλιστεί η ανθεκτικότητα) και ψηφιακή οθόνη που παρέχει δεδομένα σε πραγματικό χρόνο για τη στάθμη φόρτισης της μπαταρίας, το βάρος του φορτίου και τους κωδικούς βλάβης. Τα εξαρτήματα ασφαλείας—συμπεριλαμβανομένης της ανακτητικής πέδησης, της λειτουργίας σταθεροποίησης σε κλίση, των κουμπιών έκτακτης ανάγκης και της αυτό-διάγνωσης βλαβών—συνδέονται με καλώδια κωδικοποιημένα χρωματικά (σύμφωνα με τα πρότυπα IEC 60446) για να αποφευχθούν λανθασμένες συνδέσεις. Κάθε χαρακτηριστικό ασφαλείας δοκιμάζεται ξεχωριστά: η απόδοση της ανακτητικής πέδησης επαληθεύεται ότι μειώνει την κατανάλωση ενέργειας κατά 15%, ενώ η λειτουργία σταθεροποίησης σε κλίση επιβεβαιώνεται ότι διατηρεί την ανυψωτική μηχανή ακίνητη σε κλίση 15° με πλήρες φορτίο.
Βήμα 3: Δοκιμές Απόδοσης – Αυστηρή Επικύρωση για Πραγματική Αξιοπιστία
Κανένα ηλεκτρικό γερανός δεν εγκαταλείπει το εργαστήριό μας χωρίς να περάσει από μια εκτεταμένη σειρά δοκιμών, οι οποίες έχουν σχεδιαστεί για να προσομοιώσουν τις πιο ακραίες συνθήκες αποθήκευσης και λογιστικής. Αυτό το στάδιο εξασφαλίζει ότι κάθε μηχάνημα πληροί τα αυστηρά μας πρότυπα ως προς την ικανότητα ανύψωσης, την ασφάλεια και την αποδοτικότητα.
Η δοκιμή στατικής φόρτισης γίνεται πρώτη: η ανυψωτική μηχανή στερεώνεται σε εξειδικευμένο δοκιμαστικό πάγκο, και φορτίο ίσο με το 1,2 πλάσιο της ονομαστικής της χωρητικότητας ανυψώνεται στο μέγιστο ύψος (3–6 μέτρα, ανάλογα με το μοντέλο). Αισθητήρες λέιζερ μετρούν την παραμόρφωση του πλαισίου και της μάστου· κάθε απόκλιση άνω των 2 mm προκαλεί πλήρη επιθεώρηση των υδραυλικών και δομικών συστημάτων. Ακολουθεί η δυναμική δοκιμή, κατά την οποία η ανυψωτική μηχανή εκτελεί 500 κύκλους λειτουργιών «ανύψωση-μεταφορά-κατέβασμα» με πλήρες φορτίο, διασχίζοντας διαδρομή που περιλαμβάνει στενές στροφές (διαδρόμους 60 εκ.), κλίσεις 10° και ανώμαλες επιφάνειες, προκειμένου να ελεγχθεί η ευστάθεια και η ευελιξία. Κατά τη διάρκεια αυτής της δοκιμής, παρακολουθούμε την κατανάλωση ενέργειας, η οποία πρέπει να είναι ≤1,2 kWh ανά ώρα λειτουργίας, ώστε να εξασφαλιστούν εξοικονόμηση κόστους για τους πελάτες μας.
Τα επίπεδα θορύβου μετρώνται σε ανηχώ χώρο, με τις παλετοφόρες μας να λειτουργούν σε ≤70 ντεσιμπέλ — αθόρυβες σε σχέση με μια κανονική συζήτηση, γεγονός που τις καθιστά ιδανικές για εσωτερικούς χώρους αποθήκευσης. Η τελική επικύρωση αποτελεί μια δοκιμή πεδίου διάρκειας 2 ωρών στο εγκατεστημένο πειραματικό μας πεδίο, όπου ένας πιστοποιημένος χειριστής χρησιμοποιεί την παλετοφόρο για να χειρίζεται παλέτες, να στοιβάζει φορτία στο μέγιστο ύψος και να πλοηγείται σε ρεαλιστικές διατάξεις αποθήκης. Αυτή η δοκιμή πραγματικών συνθηκών εξασφαλίζει ότι όλα τα συστήματα λειτουργούν εναρμονισμένα και ότι οι εργονομικοί έλεγχοι μειώνουν την κόπωση του χειριστή κατά τη διάρκεια μακράς βάρδιας.
Πέρα από την Παραγωγή: Εντοπισιμότητα και Διαρκής Βελτίωση
Η δέσμευσή μας για ποιότητα εκτείνεται πέρα από την παραγωγική γραμμή. Σε κάθε ηλεκτρική παλετοφόρο ανατίθεται ένας μοναδικός σειριακός αριθμός που παρακολουθεί ολόκληρη τη διαδρομή παραγωγής της — από την παρτίδα χάλυβα που χρησιμοποιήθηκε στο πλαίσιο μέχρι τον τεχνικό που συνέλεξε την μπαταρία. Αυτή η εντοπισιμότητα μας επιτρέπει να αντιμετωπίζουμε γρήγορα οποιοδήποτε πρόβλημα και να παρέχουμε στοχευμένη υποστήριξη στους πελάτες μας.
Το αποτέλεσμα αυτής της επιμελούς διαδικασίας είναι ένα ηλεκτρικό γερανό γεμιστή που εκπληρώνει την υπόσχεσή μας για «καλύτερα προϊόντα, καλύτερη εξυπηρέτηση, καλύτερη φήμη». Αυτές οι μηχανές εξαλείφουν τις εκπομπές από την εξάτμιση, μειώνουν το λειτουργικό κόστος κατά 30% σε σύγκριση με τα αντίστοιχα μοντέλα με καύσιμο και απαιτούν ελάχιστη συντήρηση, διατηρώντας παράλληλα την απόδοση στην οποία βασίζονται οι εγκαταστάσεις αποθήκευσης και οι λογιστικές λειτουργίες. Ως μάρκα που προτείνεται από το CCTV και ηγέτης στη βιομηχανία γερανών γεμιστών της Κίνας, είμαστε υπερήφανοι για κάθε ηλεκτρικό γερανό γεμιστή που βγαίνει από τη γραμμή παραγωγής μας. Για εμάς, η παραγωγή δεν αφορά απλώς την κατασκευή εξοπλισμού· αφορά τη δυναμικοποίηση των επιχειρήσεων ώστε να προχωρήσουν με αυτοπεποίθηση, έναν ακριβοδίκαιο γερανό γεμιστή κάθε φορά.
Είτε πλοηγούνται σε στενά διαδρομή αποθήκης, είτε ανεβάζουν βαρύ φορτίο, είτε υποστηρίζουν λειτουργίες 24/7, οι ηλεκτρικοί γερανοί γεμιστές μας σχεδιάζονται για να ξεχωρίζουν· απόδειξη ότι όταν η ακρίβεια συναντά το σκοπό, οι δυνατότητες για αποδοτικότητα στη διαχείριση υλικών είναι ατελείωτες.