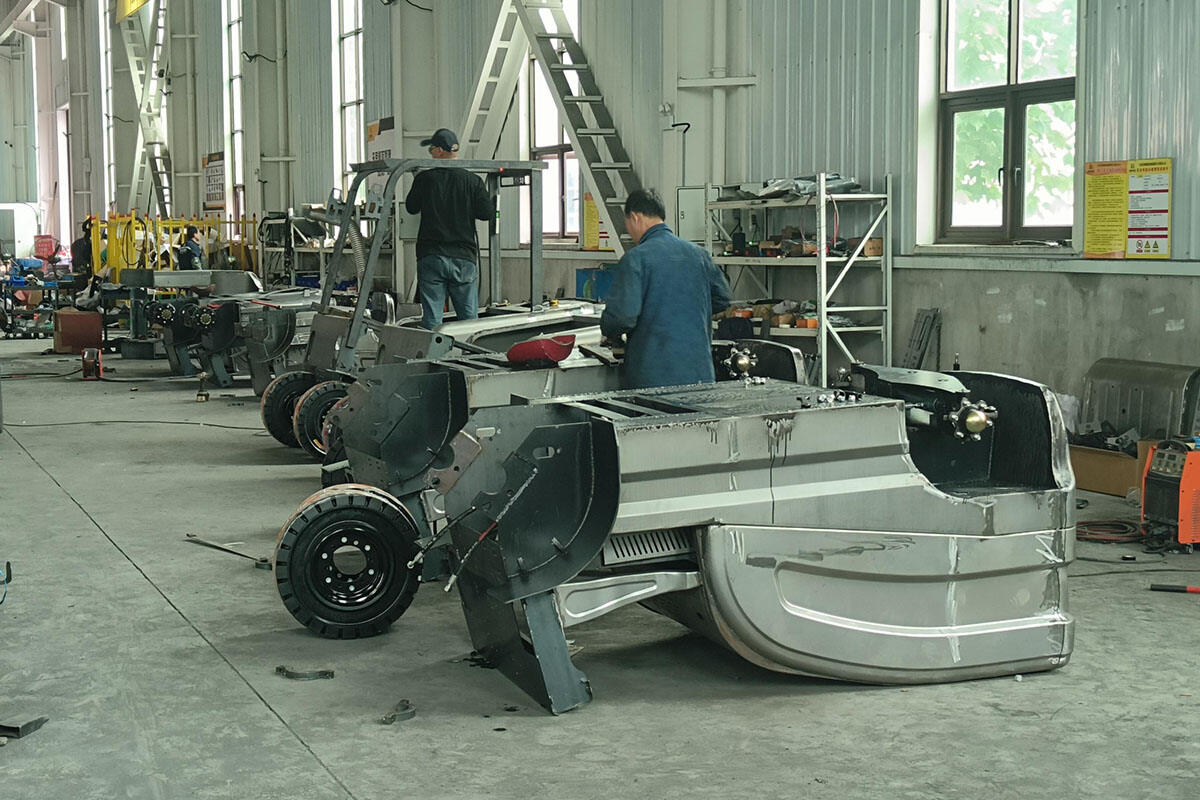
Hebei Maoxiang Technology-en 30.000 metro karratuko fabrikazio adimendunaren tailerrean, forkelektrikoen ekoizpena assemblatze-pauso batzuk baino askoz gehiago da — teknologia aurreratuaren, trebetasun handiko eskutarakien eta kalitate-kontrol zorrotzaren arteko elkarketatik sortutako zehaztasun-prozesua da. Egur-egitura batean soldadura-iskinak egiten hasten denetik (1. irudian erakusten den moduan) azken errendimendu-probaraino, urrats guztiak diseinatuta daude mundu osoko biltegi- eta logistika-eragiketak eraginkortasun, iraupen eta segurtasun berriarekin definitzeko gailuak sortzeko. Material gordin eta osagai bezala hasten dena materialak maneiatzeko prozesuak errazteko, eragiketa-kostuak murrizteko eta lan-fluxu iragankorrak sustatzeko diseinatutako forkelektriko bihurtzen da — guztia gure maquinariaren inguruko 35 urteko esperientziaren eta ISO 9001/CE ziurtagirien babespean.
1. urratsa: Egur-egituraren soldadura – Egiturazko osagaiaren oinarria
Ekoizpen-prozesua forka-elektriko bakoitzaren zurezaintzat hartzen duen altzairuzko oinarriarekin hasi ohi da. Osagai kritiko honek 1–5 tona igotzean sortzen den tentsioa jasatea behar du, azalerak erregularrak izanda ere nabigatzeko eta urteetan zehar erabileran egotea — beraz, haren sorkuntzan xehetasun guztiei arreta jartzen diegu. GB/T 1591-2018 arauetara egokitutako altzairu handiko erresistentzia eta txikiaren aleazioa (HSLA) erabiltzen dugu, material honek altzairu karbono arrunta baino %30 gehiago du trakzioaren sendotasunean eta %15 arinagoa da, iraunkortasunaren eta energia-eraginkortasunaren artean oreka perfektua lortuz.
Soldaduraren aurretik, altzairuzko plaka bakoitza errefortzitutako aurre-inspekzio baten pasatzen da: ultrahauskortasun-probak barne-akats ikusezinak detektatzen ditu, eta kalibra digitalak trukeztasuna egiaztatzen dute (±0,1 mm barruan), karga banaketa uniformea bermatzeko. Soldadura-fasea teknikari trebatuek (5 urtetik gora esperientzia espezializatua) eta robota automatizatuak (errobotak) elkarlanean egiten dute. Errobotek soldadura-portzentajearen %80 egiten dute —nagusitasun maila konstantea lortuz, ISO 15614 arauen jarraipena eta ±0,2 mm-ko tolerantzia—, bitartean adituek mastaren finkapen-puntuak eta forku-karretaren konektoreak bezalako toki zailenetan dauden artekide konplexuetan fokustu egiten dute. Soldaduraren ondoren, marko bakoitza tentsioa kendu egiteko tratamendu termiko baten (600°C-an bi orduz) pasatzen da, tenperatura handiagatik denborarekin deformazioak gertatzeari ekidinez. Azkenengo X-izpi inspekzio batek barne-purdurik ez dagoela baieztatzen du, eta proba-sorta hau gainditzen duten markoak soilik pasatzen dira hurrengo faseara.
2. urratsa: Osagai Giltzarriren Muntaketa – Boterea, Zehaztasuna eta Eraginkortasuna Bat egitea
Framea egiturazki oskarizta bada, osagaien muntaketako lerroa hasi baino lehen, ingurumen-kontrolpeko eremura doa, non forkelegiko elektrikoen 'bihotza' eta 'nerbioak' mikroi-mailako zehaztasunez integratzen diren. Fase honek hiru azpiprozesu espezializatuetan banatuta dago, bakoitzak kalitate-kontrol puntu bereiziak dituelarik.
Lehenik, energia-sistema: bateriaren paketea litio-iozkoa eta motor elektrikoa. Litio-iarro fosfato (LiFePO4) bateriak erabiltzen ditugu, auto-industriarentzat egokiak direnak, haien 3.000 zikloko bizitza dela eta (karga-ziklo kopuru hori azido-lodiko alternatiboen bikoitza) eta kargatzeko abiaduragatik (2 ordu barruan %90era iristen da). Bateriako gelula bakoitza probatzen da tentsio-balorean (desbiderapena ≤0,02V) eta ahalmena mantentzeko gaitasunean (≥%95, 100 ziklo ondoren), eta elkartu aurretik pakete itxian jartzen da; ondoren, 24 orduz kargatu eta deskargatu egiten da jarraian jarraitasunez 8–10 orduz funtzionatzeko balio duela baieztatzeko—biltegietako lanaldia osoa egin arte beharrezkoa den ezaugarria. Motorra, 7,5 kW-eko AC unitatea da, nazioarteko marka batekoa, eta laserren bidez alineatutako tresnekin muntatzen da, transmisioarekin ≤0,05 mm-ko desbiderapenez konektatuz, energia-galerak eta abiadura-maila txikituz.
Hurrengoa, forka-karga-generadorearen igotzeko errendimendua ziurtatzen duen sistema hidraulikoa da. Hidraulika-zilindroak Tier 1 hornitzaileetan eskuratzen ditugu, eta haietako bakoitza probatzen da lanean ibiltzeko presio nominalaren 1,5 aldizko presioarekin (31,5 MPa) minutu 5 iraupela, galtezarik gabe. SAE 100R17 araua betetzen duten, altzairuzko soka bidez indartutako, hose hidraulikoak egonkortasun-egiturarekin ezin diren ukipenik izan dezan kokatzen dira eta anti-bibrakzio pinzak erabiliz finkatzen dira desgastea ekiditeko. Gure jabetzako karga-sentsorea balbula hemen integratuta dago, kargaren pisuaren arabera fluxu hidraulikoa doikutzeko, sistemak fluxu finkoekin alderatuta %20 energia aurresteko aukera emanez—eraginkortasunari emandako konpromisoarekin bat eginez.
Azkenik, kontrol eta segurtasun sistemak instalatzen dira. Erabiltzailearen kontsolan erabilitako joik batek (iraupena ziurtatzeko erabilera-ziklo 100.000rako probatu da) eta bateriaren maila, karga pisua eta akats-kodeak denbora errealean erakusten dituen bistaratze digitala ditu. Segurtasun osagaiak —energia berreskuratzailea duen frenatzea, rampa-eten, eten sorrera azkarra eta akatsen autodiagnostikoa barne— kolorez kodifikatutako kableekin konektatzen dira (IEC 60446 arauaren arabera), konexio okerrak ekiditeko. Segurtasun ezaugarri bakoitza banan-bana probatzen da: energia berreskuratzailea duen frenatzearen eraginkortasuna egiaztatzen da, kontsumo energetikoa %15 murrizten duela baieztatzeko; bestalde, rampa-eten funtzioa forka-kargagailua 15°-ko inklinazioan geldi mantentzen duela balioztatzen da karga osoarekin.
3. urratsa: Performantzia-probak – Benetako erabilera fidagarritasunarentzako baliozkotze zorrotza
Erikargurik gabeko forkluda elektrikorik ez da irten gure tailerrera egiten ditugun proba zorrotz guztien gainetik igarotzen, biltegi eta logistika ingurune zailenetan simulatzeko diseinatuta. Etapa honek makina bakoitza eraikuntza-ahalmen, segurtasun eta eraginkortasunerako gure estandar zorrotzeko arauak betetzen dituela ziurtatzen du.
Lehenik karga estatikoaren proba egiten da: forklift-a kalibratutako proba-oinarri batean finkatzen da, eta bere kapazitate nominalaren 1,2 aldizko pisua duen pisu bat altuera maximoan (3–6 metro, ereduen arabera) altxatzen da. Laser desplazamendu-sentsoreek markoaren eta mastilaren deflexioa neurtzen dute — 2 mm baino gehiagoko desbideratze batek hidrauliko eta egiturazko sistemak guztiz aztertzea ekartzen du. Ondoren, proba dinamikoa dator, non forklift-ak 500 ziklo osatzen dituen 'altxatu-garraiatu-jaitsi' eragiketak karga osoarekin, 60 cm-ko pasabideak, 10°-ko maldak eta gainazal ezberdinak barne hartzen dituen ibilbidea jarraituz, egonkortasuna eta maneiarraztea probatzeko. Proba honetan, kontsumo energetikoa monitorizatzen dugu, eragiketa-orduko ≤1,2 kWh beharrezkoa izanik bezeroentzat kostu aurreztea bermatzeko.
Soinu-mailak anekoiko ganberan neurtzen dira, gure forkeilenak ≤70 decibel-en lan egiten dutenean—hitzaldi arrunt baino geldoago, beraz, ideala biltegi barnerako. Balidazio azkena gune probetxean egindako 2 orduko eremuko simulazioa da, non egile espezializatu batek forkeila erabiltzen duen paletak manejatzeko, kargak altuera maximoan apilatzeko eta biltegiaren diseinu errealistikoetan nabigatzeko. Saiakuntza erreal honek sistema guztiak elkarlanean funtzionatzen dutela ziurtatzen du, eta kontrol ergonomikoek langilearen fatiguea murrizten dutela turnu luzeetan zehar.
Produkzioaz Haragia: Aztarnagarritasuna eta Hobespen Jarraia
Kalitatearekiko gure konpromisoa fabrika-bokalaren hara arte luzatzen da. Forkeil elektriko bakoitzari serie-zenbaki bakarra esleitzen zaio, bere produzio-ibilbidea osoa jarraitzeko—eguratzeko erabilitako altzairu-saioa tartera hasi, bateriaren multzoa montatzen duen teknikarian bukatu arte. Aztarnagarritasun honek arazoak azkar konpontzeko aukera ematen digu eta bezeroentzat laguntza zehaztua eskaintzeko.
Prozesu zehatz honen emaitza “produktu hoberena, zerbitzu hoberena, errepütazio hoberena” hitzordua betetzen duen forkelegailu elektrikoa da. Makina hauek gasarekin funtzionatzen duten alternatibak baino %30 gutxiago gastu arintasunean, eta mantenu gutxi behar dute, eta ez dute isurpenik sortzen, errendimendua bermatuz, biltegi- eta logistika-eragiketak menpekotasunez oinarritzen direnak. CCTV-k gomendatutako marka gisa eta Txinako forkelegailuen industriaren buru gisa, lerroko irteeran sortzen den forkelegailu elektriko bakoitzean harrogaia gara. Guretzat, fabrikazioa ez da soilik tresneria eraikitzeaz gain, enpresa guztiak aurrera egiteko aukera ematea da, forkelegailu zehatz bat behin, konfiantzaz.
Biltegiko korridore estuetan nabigatzen, karga handiak altxatzen edo 24/7 eragiketak sostengatzen ari diren bitartean, gure forkelegailu elektrikoak arrakastaz jarduteko diseinatuta daude — zehaztasunak helburua aurkitzen duenean, materialen maneioaren eraginkortasunerako aukerak amaituak direla frogatuz.