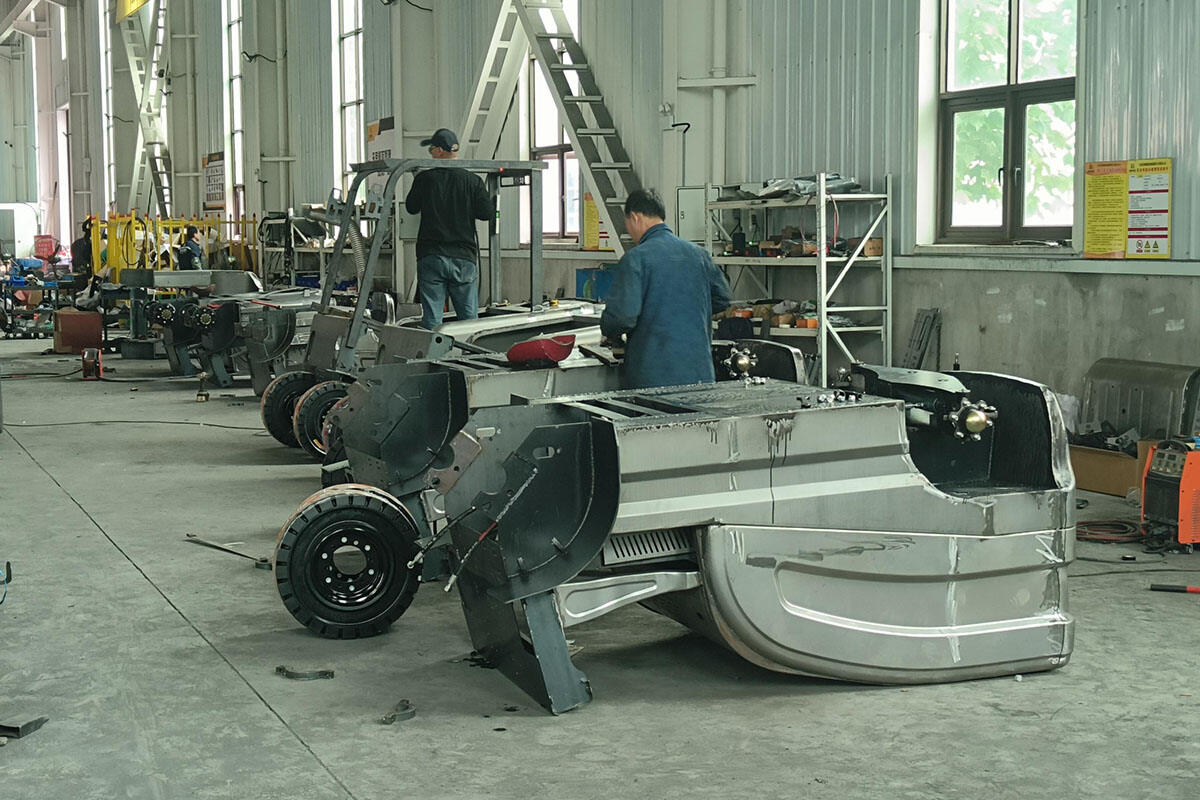
At Hebei Maoxiang Technology’s 30,000-square-meter intelligent manufacturing workshop, the production of electric forklifts is far more than a sequence of assembly steps—it’s a precision-driven journey that merges advanced technology, skilled craftsmanship, and uncompromising quality control. From the first spark of welding on the steel frame (as shown in Fig 1) to the final performance test, every stage is engineered to deliver machines that redefine efficiency, durability, and safety for warehouse and logistics operations worldwide. What begins as raw materials and components transforms into electric forklifts designed to streamline material handling, cut operational costs, and support sustainable workflows—all backed by our 35 years of machinery expertise and ISO 9001/CE certifications.
Step 1: Steel Frame Welding – The Foundation of Structural Integrity
The manufacturing process kicks off with the backbone of every electric forklift: the steel frame. This critical component must withstand the stress of lifting 1–5 ton loads, navigating uneven surfaces, and enduring years of daily use—so we spare no detail in its creation. We source high-strength low-alloy (HSLA) steel compliant with GB/T 1591-2018 standards, a material that offers 30% higher tensile strength than conventional carbon steel while remaining 15% lighter, striking the perfect balance between durability and energy efficiency.
Before welding, each steel plate undergoes rigorous pre-inspection: ultrasonic testing detects invisible internal defects, and digital calipers verify thickness consistency (within ±0.1mm) to ensure uniform load distribution. The welding phase is a collaboration between skilled technicians (with 5+ years of specialized experience) and automated robotic arms. Robots handle 80% of the welds—delivering consistent bead penetration, adherence to ISO 15614 standards, and a tolerance of ±0.2mm—while human experts focus on complex joints in hard-to-reach areas, such as the mast mounting points and fork carriage connections. After welding, every frame undergoes stress relief heat treatment (held at 600°C for 2 hours) to eliminate residual tension, preventing warping over time. A final X-ray inspection confirms no internal cracks, and only frames passing this battery of tests move to the next stage.
Step 2: Core Component Assembly – Merging Power, Precision, and Efficiency
Once the frame is certified structurally sound, it proceeds to the component assembly line—a climate-controlled zone where the “heart” and “nerves” of the electric forklift are integrated with micron-level precision. This phase is divided into three specialized sub-processes, each with dedicated quality checkpoints.
First, the power system: the lithium-ion battery pack and electric motor. We use automotive-grade lithium iron phosphate (LiFePO4) batteries, chosen for their 3,000-cycle lifespan (twice that of lead-acid alternatives) and fast-charging capability (reaching 90% capacity in 2 hours). Each battery cell is tested for voltage consistency (deviation ≤0.02V) and capacity retention (≥95% after 100 cycles) before assembly into a sealed pack, which is then subjected to a 24-hour charge-discharge cycle to validate 8–10 hours of continuous runtime—critical for full-shift warehouse operations. The motor, an imported 7.5kW AC unit from a global brand, is mounted using laser alignment tools to ensure the drive shaft connects to the transmission with ≤0.05mm deviation, minimizing energy loss and operational noise.
Next, the hydraulic system—responsible for the forklift’s lifting performance. We source hydraulic cylinders from Tier 1 suppliers, each tested to 1.5 times their rated working pressure (31.5 MPa) for 5 minutes with zero leakage. The hydraulic hoses, reinforced with steel braids and compliant with SAE 100R17 standards, are routed to avoid friction with the frame and secured with anti-vibration clamps to prevent wear. Our proprietary load-sensing valve is integrated here, adjusting hydraulic flow based on cargo weight to save up to 20% energy compared to fixed-flow systems—aligning with our commitment to efficiency.
Finally, the control and safety systems are installed. The operator console features an ergonomic joystick (tested for 100,000 cycles of use to ensure durability) and a digital display that provides real-time data on battery level, load weight, and fault codes. Safety components—including regenerative braking, ramp hold, emergency stop buttons, and fault self-diagnosis—are wired with color-coded cables (per IEC 60446 standards) to prevent misconnection. Each safety feature is tested individually: regenerative braking efficiency is verified to reduce energy consumption by 15%, while ramp hold is validated to keep the forklift stationary on a 15° incline with a full load.
Step 3: Performance Testing – Rigorous Validation for Real-World Reliability
No electric forklift leaves our workshop without passing a comprehensive suite of tests designed to simulate the harshest warehouse and logistics environments. This phase ensures that every machine meets our strict standards for lifting capacity, safety, and efficiency.
The static load test is first: the forklift is secured to a calibrated test bed, and a weight equal to 1.2 times its rated capacity is lifted to maximum height (3–6 meters, depending on the model). Laser displacement sensors measure frame and mast deflection—any deviation over 2mm triggers a full inspection of the hydraulic and structural systems. The dynamic test follows, where the forklift completes 500 cycles of “lift-transport-lower” operations with a full load, navigating a course that includes tight turns (60cm aisles), 10° inclines, and uneven surfaces to test stability and maneuverability. During this test, we monitor energy consumption, requiring ≤1.2 kWh per hour of operation to ensure cost savings for our customers.
Noise levels are measured in an anechoic chamber, with our forklifts operating at ≤70 decibels—quieter than a normal conversation, making them ideal for indoor warehouses. The final validation is a 2-hour field simulation at our on-site proving ground, where a certified operator uses the forklift to handle pallets, stack cargo to maximum height, and navigate realistic warehouse layouts. This real-world trial ensures that all systems work in harmony, and that the ergonomic controls reduce operator fatigue during long shifts.
Beyond Production: Traceability and Continuous Improvement
Our commitment to quality extends beyond the factory floor. Every electric forklift is assigned a unique serial number that tracks its entire production journey—from the batch of steel used in the frame to the technician who assembled the battery pack. This traceability allows us to quickly address any issues and provide targeted support for our customers.
The result of this meticulous process is an electric forklift that delivers on our promise of “best products, best service, best reputation.” These machines eliminate tailpipe emissions, reduce operating costs by 30% compared to gas-powered alternatives, and require minimal maintenance—all while delivering the performance that warehouse and logistics operations depend on. As a CCTV-recommended brand and a leader in China’s forklift industry, we take pride in every electric forklift that rolls off our production line. For us, manufacturing isn’t just about building equipment—it’s about empowering businesses to move forward with confidence, one precision-built forklift at a time.
Whether navigating narrow warehouse aisles, lifting heavy cargo, or supporting 24/7 operations, our electric forklifts are engineered to excel—proof that when precision meets purpose, the possibilities for material handling efficiency are endless.