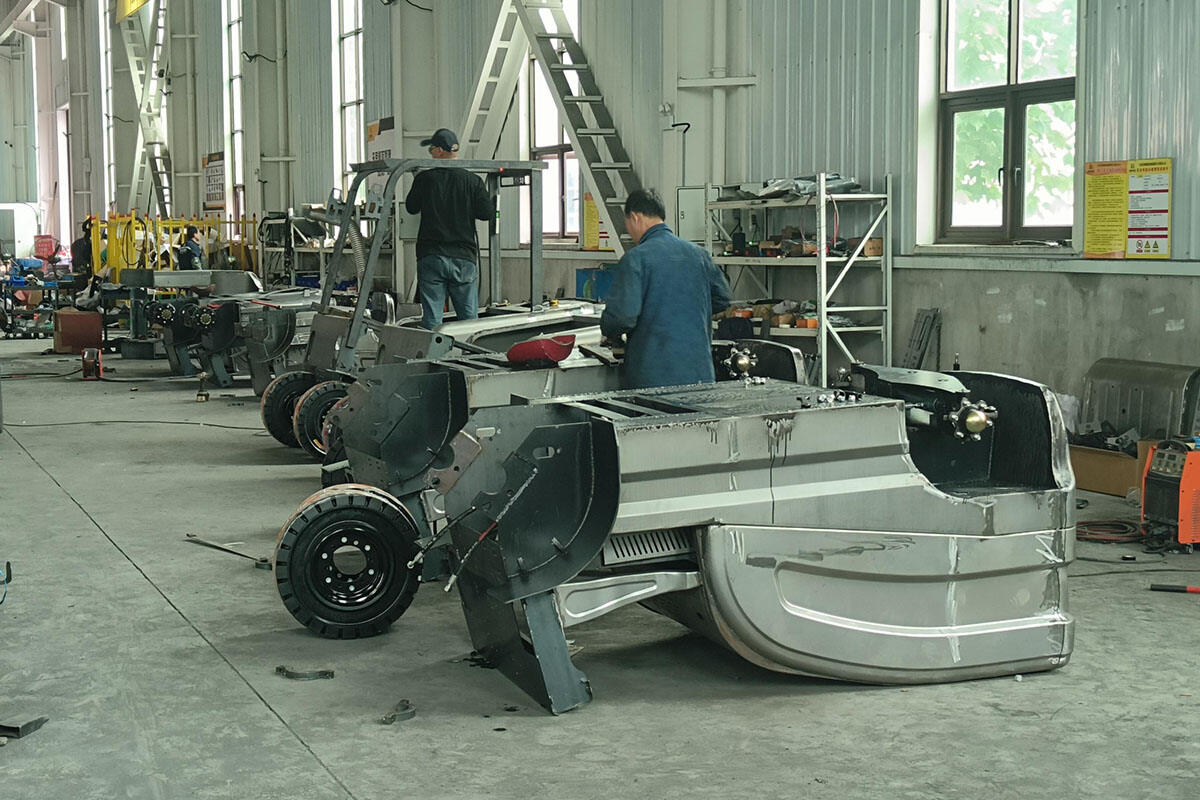
Dans l'atelier de fabrication intelligente de 30 000 m² de Hebei Maoxiang Technology, la production de chariots élévateurs électriques va bien au-delà d'une simple succession d'étapes de montage : c'est un processus précis qui allie technologie de pointe, savoir-faire qualifié et contrôle qualité rigoureux. Depuis la première étincelle de soudure sur le châssis en acier (illustré à la Fig 1) jusqu'au test final de performance, chaque étape est conçue pour produire des machines qui redéfinissent l'efficacité, la durabilité et la sécurité dans les opérations d'entrepôt et de logistique à travers le monde. Ce qui commence par des matières premières et des composants se transforme en chariots élévateurs électriques conçus pour optimiser la manutention, réduire les coûts opérationnels et soutenir des flux de travail durables, le tout appuyé par notre expertise de 35 ans dans la mécanique et nos certifications ISO 9001/CE.
Étape 1 : Soudage du châssis en acier – La base de l'intégrité structurelle
Le processus de fabrication commence par l'élément fondamental de tout chariot élévateur électrique : le châssis en acier. Cette composante essentielle doit supporter les contraintes liées au levage de charges de 1 à 5 tonnes, à la circulation sur des surfaces inégales et à des années d'utilisation quotidienne ; c'est pourquoi aucun détail n'est négligé lors de sa conception. Nous utilisons un acier à haute résistance et faible teneur en alliage (HSLA) conforme aux normes GB/T 1591-2018, un matériau offrant une résistance à la traction supérieure de 30 % par rapport à l'acier au carbone classique tout en étant 15 % plus léger, offrant ainsi un équilibre parfait entre durabilité et efficacité énergétique.
Avant le soudage, chaque tôle d'acier subit un contrôle préalable rigoureux : un examen par ultrasons détecte les défauts internes invisibles, et des pieds à coulisse numériques vérifient la régularité de l'épaisseur (avec une tolérance de ±0,1 mm) afin d'assurer une répartition uniforme de la charge. La phase de soudage associe des techniciens qualifiés (ayant au moins 5 ans d'expérience spécialisée) et des bras robotisés automatisés. Les robots réalisent 80 % des soudures — assurant une pénétration constante du cordon, le respect des normes ISO 15614 et une tolérance de ±0,2 mm — tandis que les experts humains se concentrent sur les assemblages complexes situés dans des zones d'accès difficile, comme les points de fixation du mât et les raccordements du chariot de fourche. Après le soudage, chaque châssis subit un traitement thermique de relaxation des contraintes (maintenu à 600 °C pendant 2 heures) afin d'éliminer les tensions résiduelles et d'éviter toute déformation dans le temps. Un contrôle final par radiographie confirme l'absence de fissures internes, et seuls les châssis qui réussissent cette série de tests passent à l'étape suivante.
Étape 2 : Assemblage des composants principaux – Allier puissance, précision et efficacité
Une fois que le châssis est certifié structurellement solide, il passe à la chaîne d'assemblage des composants — une zone régulée en température où le « cœur » et les « nerfs » du chariot élévateur électrique sont intégrés avec une précision au micron près. Cette phase est divisée en trois sous-processus spécialisés, chacun doté de points de contrôle qualité dédiés.
Tout d'abord, le système de propulsion : le bloc-batterie au lithium-ion et le moteur électrique. Nous utilisons des batteries au phosphate de fer et lithium (LiFePO4) de qualité automobile, choisies pour leur durée de vie de 3 000 cycles (deux fois supérieure à celle des batteries au plomb-acide) et leur capacité de charge rapide (atteignant 90 % de leur capacité en 2 heures). Chaque cellule est testée pour l'uniformité de tension (déviation ≤ 0,02 V) et la rétention de capacité (≥ 95 % après 100 cycles) avant d'être assemblée en un bloc scellé, qui subit ensuite un cycle de charge-décharge de 24 heures afin de valider une autonomie continue de 8 à 10 heures — essentielle pour les opérations complètes en entrepôt. Le moteur, une unité alternative courant (AC) de 7,5 kW importée d'une marque mondiale, est montée à l'aide d'outils de réglage laser pour garantir que l'arbre de transmission soit relié à la transmission avec une déviation ≤ 0,05 mm, minimisant ainsi les pertes d'énergie et le bruit en fonctionnement.
Ensuite, le système hydraulique, responsable des performances de levage du chariot élévateur. Nous nous approvisionnons en vérins hydrauliques auprès de fournisseurs de premier rang, chacun étant testé à 1,5 fois sa pression de fonctionnement nominale (31,5 MPa) pendant 5 minutes sans aucune fuite. Les flexibles hydrauliques, renforcés avec des tresses d'acier et conformes aux normes SAE 100R17, sont acheminés de manière à éviter tout frottement avec le châssis et fixés à l'aide de colliers anti-vibrations pour prévenir l'usure. Notre vanne propriétaire à détection de charge est intégrée ici, ajustant le débit hydraulique en fonction du poids de la cargaison afin d'économiser jusqu'à 20 % d'énergie par rapport aux systèmes à débit fixe, ce qui s'inscrit dans notre engagement en faveur de l'efficacité.
Enfin, les systèmes de commande et de sécurité sont installés. La console de l'opérateur comprend un joystick ergonomique (testé pour 100 000 cycles d'utilisation afin d'assurer sa durabilité) et un affichage numérique fournissant en temps réel des données sur le niveau de batterie, le poids de la charge et les codes d'erreur. Les composants de sécurité — notamment le freinage régénérateur, le maintien en pente, les boutons d'arrêt d'urgence et l'autodiagnostic des pannes — sont câblés avec des câbles codés par couleurs (conformément aux normes IEC 60446) afin d'éviter toute erreur de connexion. Chaque fonction de sécurité est testée individuellement : l'efficacité du freinage régénérateur est vérifiée afin de réduire la consommation d'énergie de 15 %, tandis que le maintien en pente est validé pour garantir que le chariot élévateur reste immobile sur une pente de 15° avec une charge complète.
Étape 3 : Essais de performance – Validation rigoureuse pour une fiabilité en conditions réelles
Aucun chariot élévateur électrique ne quitte notre atelier sans avoir subi une série complète de tests conçus pour simuler les environnements d'entrepôt et de logistique les plus difficiles. Cette phase garantit que chaque machine répond à nos normes strictes en matière de capacité de levage, de sécurité et d'efficacité.
Le test de charge statique est effectué en premier : le chariot élévateur est fixé à un banc d'essai étalonné, et une masse équivalente à 1,2 fois sa capacité nominale est soulevée à la hauteur maximale (3 à 6 mètres, selon le modèle). Des capteurs laser de déplacement mesurent la déformation du châssis et du mât ; toute déviation supérieure à 2 mm entraîne un examen complet des systèmes hydrauliques et structurels. Suit le test dynamique, au cours duquel le chariot élévateur effectue 500 cycles d'opérations « lever-transporter-abaisser » avec une charge complète, en empruntant un parcours comprenant des virages serrés (allées de 60 cm), des pentes de 10° et des surfaces irrégulières afin de tester la stabilité et la maniabilité. Pendant ce test, nous surveillons la consommation d'énergie, qui doit être inférieure ou égale à 1,2 kWh par heure de fonctionnement, afin de garantir des économies à nos clients.
Les niveaux de bruit sont mesurés dans une chambre anéchoïque, nos chariots élévateurs fonctionnant à ≤70 décibels — moins bruyant qu'une conversation normale, ce qui les rend idéaux pour les entrepôts intérieurs. La validation finale consiste en une simulation sur terrain d'essai de 2 heures sur notre site, au cours de laquelle un opérateur certifié utilise le chariot élévateur pour manipuler des palettes, empiler des marchandises à la hauteur maximale et naviguer dans des agencements d'entrepôt réalistes. Cet essai en conditions réelles garantit que tous les systèmes fonctionnent en parfaite synergie et que les commandes ergonomiques réduisent la fatigue de l'opérateur pendant les longs quarts de travail.
Au-delà de la production : traçabilité et amélioration continue
Notre engagement en matière de qualité va au-delà de l'atelier de production. Chaque chariot élévateur électrique se voit attribuer un numéro de série unique qui suit tout son parcours de fabrication — depuis le lot d'acier utilisé pour le châssis jusqu'au technicien ayant assemblé le bloc-batterie. Cette traçabilité nous permet d'intervenir rapidement en cas de problème et d'offrir un support ciblé à nos clients.
Le résultat de ce processus méticuleux est un chariot élévateur électrique qui tient notre promesse de « meilleurs produits, meilleur service, meilleure réputation ». Ces machines éliminent les émissions par le pot d'échappement, réduisent les coûts d'exploitation de 30 % par rapport aux alternatives à essence et nécessitent un entretien minimal, tout en offrant les performances dont dépendent les opérations d'entrepôt et de logistique. En tant que marque recommandée par CCTV et leader dans l'industrie chinoise du chariot élévateur, nous sommes fiers de chaque chariot élévateur électrique sortant de notre chaîne de production. Pour nous, la fabrication ne consiste pas seulement à construire des équipements : elle vise à permettre aux entreprises d'avancer avec confiance, un chariot élévateur de précision à la fois.
Que ce soit pour circuler dans les allées étroites d'un entrepôt, lever des charges lourdes ou soutenir des opérations 24 heures sur 24 et 7 jours sur 7, nos chariots élévateurs électriques sont conçus pour exceller — preuve que lorsque la précision rencontre l'objectif, les possibilités d'efficacité dans la manutention sont infinies.