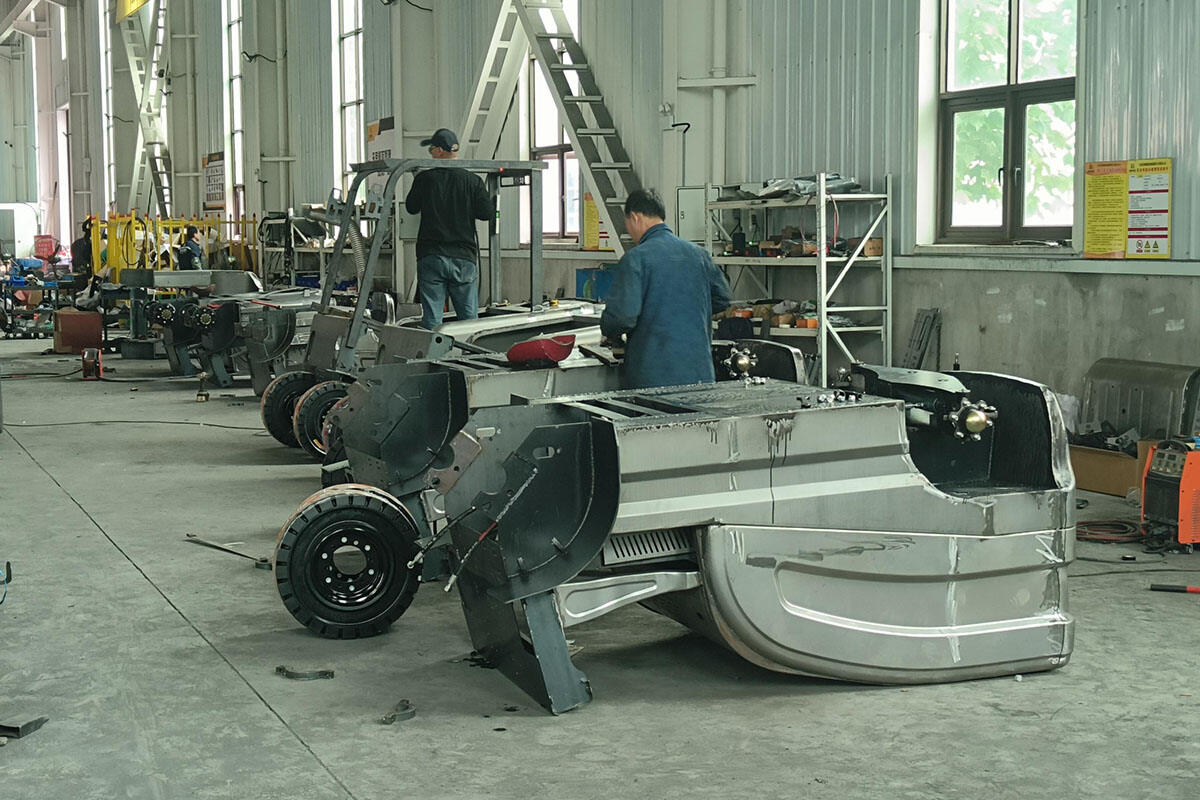
На производственной площадке Hebei Maoxiang Technology площадью 30 000 квадратных метров сборка электрических погрузчиков — это не просто последовательность этапов монтажа, а процесс высокой точности, сочетающий передовые технологии, мастерство специалистов и строжайший контроль качества. От первой искры сварки стального каркаса (как показано на рис. 1) до финального тестирования производительности каждый этап разработан с целью создания техники, которая переопределяет эффективность, долговечность и безопасность в складских и логистических операциях по всему миру. То, что начинается как сырьё и комплектующие, превращается в электрические погрузчики, предназначенные для оптимизации грузопереработки, снижения эксплуатационных расходов и поддержки устойчивых рабочих процессов — всё это обеспечивается нашим 35-летним опытом в машиностроении и сертификатами ISO 9001/CE.
Шаг 1: Сварка стального каркаса — основа конструкционной прочности
Производственный процесс начинается с основы каждого электрического погрузчика — стальной рамы. Этот важнейший компонент должен выдерживать нагрузки при подъёме грузов весом 1–5 тонн, перемещении по неровным поверхностям и многолетней ежедневной эксплуатации, поэтому мы не пренебрегаем ни одной деталью при её создании. Мы используем высокопрочную низколегированную (HSLA) сталь, соответствующую стандарту GB/T 1591-2018, материал, который обладает на 30 % большей прочностью на растяжение по сравнению с обычной углеродистой сталью и при этом на 15 % легче, обеспечивая идеальный баланс между долговечностью и энергоэффективностью.
Перед сваркой каждый стальной лист проходит тщательную предварительную проверку: ультразвуковой контроль выявляет скрытые внутренние дефекты, а цифровые штангенциркули проверяют согласованность толщины (с допуском ±0,1 мм) для обеспечения равномерного распределения нагрузки. Этап сварки представляет собой совместную работу квалифицированных техников (с опытом специализированной работы более 5 лет) и автоматизированных роботизированных манипуляторов. Роботы выполняют 80% сварных швов — обеспечивая стабильную глубину проплавления, соответствие стандарту ISO 15614 и точность ±0,2 мм, — в то время как специалисты-люди сосредоточены на сложных соединениях в труднодоступных местах, таких как точки крепления стрелы и соединения каретки вилки. После сварки каждая рама подвергается термообработке для снятия остаточных напряжений (выдержка при температуре 600 °C в течение 2 часов), что предотвращает деформацию со временем. Заключительная рентгенографическая проверка подтверждает отсутствие внутренних трещин, и только рамы, прошедшие этот комплекс испытаний, переходят на следующий этап.
Шаг 2: Сборка основных компонентов — объединение мощности, точности и эффективности
После того как рама проходит сертификацию на прочность, она поступает на линию сборки компонентов — в зону с контролируемым климатом, где «сердце» и «нервы» электрического погрузчика устанавливаются с микронной точностью. Этот этап разделён на три специализированных подпроцесса, каждый из которых имеет выделенные контрольные точки качества.
Во-первых, силовая система: блок литиевых аккумуляторов и электродвигатель. Мы используем литий-железо-фосфатные (LiFePO4) батареи автомобильного класса, выбранные благодаря их ресурсу в 3000 циклов (вдвое больше, чем у свинцово-кислых аналогов), а также возможности быстрой зарядки (достигается 90 % ёмкости за 2 часа). Каждый элемент батареи тестируется на согласованность напряжения (отклонение ≤0,02 В) и сохранение ёмкости (≥95 % после 100 циклов) перед сборкой в герметичный блок, который затем подвергается 24-часовому циклу зарядки-разрядки для подтверждения непрерывной работы в течение 8–10 часов — критически важного показателя для полной смены на складских операциях. Двигатель — импортный 7,5-кВт AC-мотор от мирового бренда — устанавливается с использованием лазерных инструментов выравнивания, чтобы обеспечить соединение вала с трансмиссией с отклонением не более 0,05 мм, минимизируя потери энергии и уровень шума при работе.
Далее — гидравлическая система, отвечающая за подъёмные характеристики вилочного погрузчика. Мы используем гидроцилиндры от поставщиков первого эшелона, каждый из которых проходит испытание при давлении, превышающем номинальное рабочее значение (31,5 МПа) в 1,5 раза, в течение 5 минут без малейших признаков утечки. Гидравлические шланги, армированные стальной оплёткой и соответствующие стандарту SAE 100R17, проложены таким образом, чтобы исключить трение о раму, и закреплены антивибрационными хомутами для предотвращения износа. В этой системе интегрирован наш оригинальный клапан с датчиком нагрузки, который регулирует поток гидравлической жидкости в зависимости от веса груза, обеспечивая экономию до 20 % энергии по сравнению с системами с постоянным расходом — что полностью соответствует нашему стремлению к эффективности.
Наконец, устанавливаются системы управления и безопасности. Пульт оператора оснащен эргономичным джойстиком (протестированным на 100 000 циклов использования для обеспечения долговечности) и цифровым дисплеем, отображающим данные в реальном времени об уровне заряда батареи, весе груза и кодах неисправностей. Компоненты безопасности — включая рекуперативное торможение, функцию удержания на уклоне, аварийные кнопки остановки и самодиагностику неисправностей — подключены с помощью кабелей с цветовой маркировкой (в соответствии со стандартом IEC 60446) для предотвращения неправильного подключения. Каждая функция безопасности тестируется отдельно: эффективность рекуперативного торможения проверяется на предмет снижения энергопотребления на 15 %, а функция удержания на уклоне проверяется на способность удерживать погрузчик неподвижно на наклоне 15° с полной нагрузкой.
Шаг 3: Тестирование производительности — строгая проверка надежности в реальных условиях
Электрический погрузчик не покидает нашу мастерскую без прохождения комплексного набора испытаний, предназначенных для моделирования самых суровых условий на складах и в логистических средах. Этот этап гарантирует, что каждая машина соответствует нашим строгим стандартам по грузоподъемности, безопасности и эффективности.
Сначала проводится статическое испытание на нагрузку: вилочный погрузчик закрепляется на калиброванном испытательном стенде, и груз, равный 1,2 от его номинальной грузоподъёмности, поднимается на максимальную высоту (3–6 метров в зависимости от модели). Датчики лазерного перемещения измеряют прогиб рамы и мачты — любое отклонение более чем на 2 мм приводит к полной проверке гидравлических и несущих конструкций. Далее следует динамическое испытание, в ходе которого вилочный погрузчик выполняет 500 циклов операций «подъём — транспортировка — опускание» с полной нагрузкой, проходя по заданному маршруту, включающему резкие повороты (проходы шириной 60 см), уклоны в 10° и неровные поверхности для проверки устойчивости и манёвренности. В ходе этого испытания мы контролируем энергопотребление, требуя не более 1,2 кВт·ч в час работы, чтобы обеспечить экономию средств для наших клиентов.
Уровень шума измеряется в безэховой камере, при этом наши вилочные погрузчики работают на уровне ≤70 децибел — тише, чем обычный разговор, что делает их идеальными для использования в закрытых складских помещениях. Окончательная проверка включает двухчасовое полевое моделирование на нашем испытательном полигоне, где сертифицированный оператор использует погрузчик для перемещения поддонов, складирования грузов на максимальную высоту и передвижения по реалистичным складским маршрутам. Такие испытания в реальных условиях обеспечивают слаженную работу всех систем и подтверждают, что эргономичные органы управления снижают утомляемость оператора в течение длительных смен.
За пределами производства: прослеживаемость и непрерывное совершенствование
Наша приверженность качеству выходит за рамки производственных площадок. Каждому электрическому вилочному погрузчику присваивается уникальный серийный номер, который отслеживает весь процесс его производства — от партии стали, использованной для рамы, до специалиста, собравшего аккумуляторный блок. Благодаря такой прослеживаемости мы можем оперативно устранять любые проблемы и предоставлять целенаправленную поддержку нашим клиентам.
Результатом этого тщательного процесса является электрический погрузчик, который оправдывает наше обещание «лучшие продукты, лучший сервис, лучшая репутация». Эти машины не выделяют выбросы из выхлопной трубы, снижают эксплуатационные расходы на 30% по сравнению с газовыми аналогами и требуют минимального технического обслуживания — при этом обеспечивая производительность, от которой зависят складские и логистические операции. Будучи брендом, рекомендованным CCTV, и лидером в индустрии погрузчиков Китая, мы гордимся каждым электрическим погрузчиком, сошедшим с нашей производственной линии. Для нас производство — это не просто создание оборудования; это возможность дать бизнесу уверенность в движении вперёд, один точно спроектированный погрузчик за другим.
Независимо от того, двигается ли погрузчик по узким складским проходам, поднимает тяжёлые грузы или обеспечивает круглосуточную работу, наши электрические погрузчики созданы для превосходства — доказательство того, что когда точность сочетается с назначением, возможности повышения эффективности грузоперемещения безграничны.