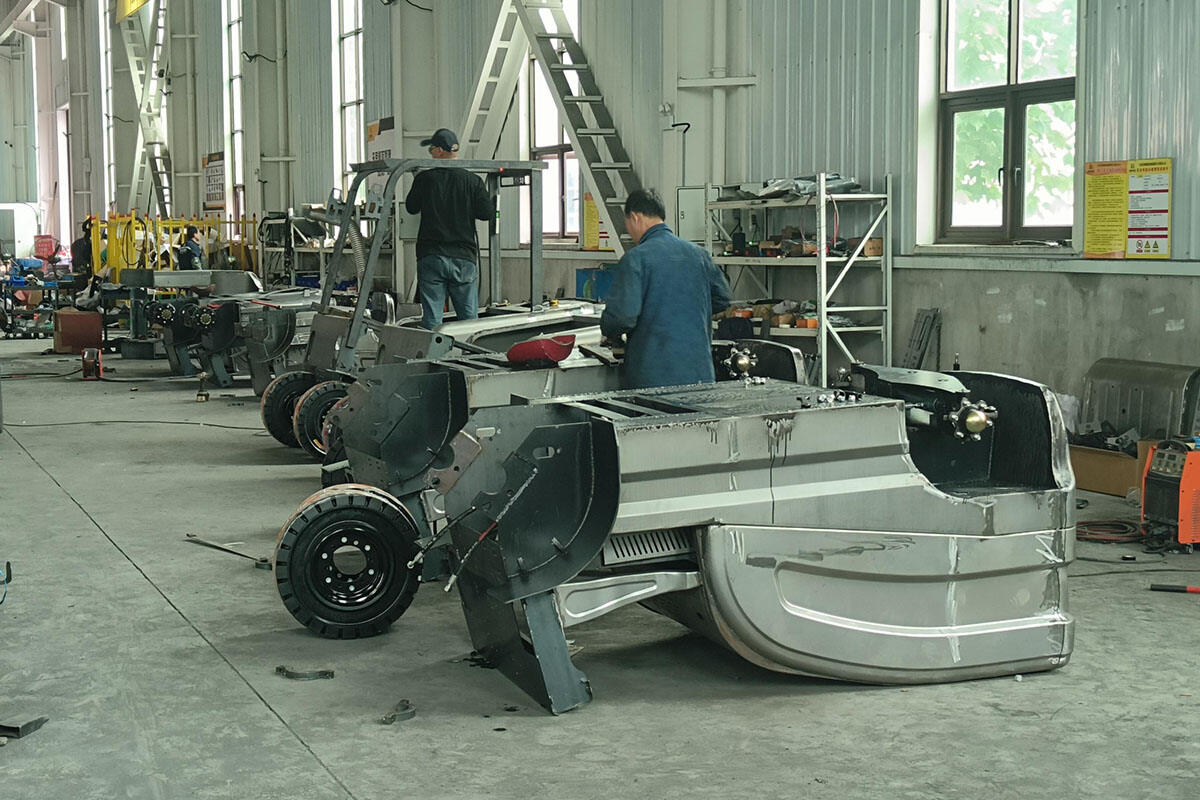
En el taller de fabricación inteligente de 30.000 metros cuadrados de Hebei Maoxiang Technology, la producción de carretillas elevadoras eléctricas va mucho más allá de una serie de pasos de ensamblaje; es un proceso preciso que combina tecnología avanzada, artesanía calificada y un control de calidad riguroso. Desde la primera chispa de soldadura en el bastidor de acero (como se muestra en la Figura 1) hasta la prueba final de rendimiento, cada etapa está diseñada para ofrecer máquinas que redefinen la eficiencia, durabilidad y seguridad en operaciones de almacén y logística en todo el mundo. Lo que comienza como materiales brutos y componentes se transforma en carretillas elevadoras eléctricas concebidas para optimizar la manipulación de materiales, reducir los costos operativos y apoyar flujos de trabajo sostenibles, todo respaldado por nuestros 35 años de experiencia en maquinaria y las certificaciones ISO 9001/CE.
Paso 1: Soldadura del bastidor de acero – La base de la integridad estructural
El proceso de fabricación comienza con el elemento fundamental de cualquier montacargas eléctrico: el bastidor de acero. Este componente crítico debe soportar las tensiones generadas al levantar cargas de 1 a 5 toneladas, desplazarse sobre superficies irregulares y resistir años de uso diario; por ello, no escatimamos en detalles durante su elaboración. Utilizamos acero de alta resistencia y bajo contenido de aleación (HSLA) conforme a la norma GB/T 1591-2018, un material que ofrece una resistencia a la tracción un 30 % mayor que el acero al carbono convencional, a la vez que es un 15 % más ligero, logrando así el equilibrio perfecto entre durabilidad y eficiencia energética.
Antes de la soldadura, cada placa de acero se somete a una inspección previa rigurosa: las pruebas ultrasónicas detectan defectos internos invisibles y las pinzas digitales verifican la consistencia del grosor (dentro de ± 0,1 mm) para garantizar una distribución uniforme de la carga. La fase de soldadura es una colaboración entre técnicos calificados (con más de 5 años de experiencia especializada) y brazos robóticos automatizados. Los robots manejan el 80% de las soldadurasofreciendo una penetración constante de las cuentas, el cumplimiento de las normas ISO 15614 y una tolerancia de ± 0,2 mmmientras que los expertos humanos se centran en uniones complejas en áreas de difícil acceso, como los puntos de montaje del mástil y las conexi Después de la soldadura, cada marco se somete a un tratamiento térmico de alivio de tensión (manteniéndose a 600 °C durante 2 horas) para eliminar la tensión residual, evitando la deformación con el tiempo. Una inspección final de rayos X confirma que no hay grietas internas, y sólo los marcos que pasan esta batería de pruebas pasan a la siguiente etapa.
Paso 2: Ensamblaje de componentes centrales Combinación de potencia, precisión y eficiencia
Una vez que el bastidor está certificado estructuralmente sólido, pasa a la línea de ensamblaje de componentes, una zona con control climático donde se integran con precisión de nivel micrométrico el "corazón" y los "nervios" del montacargas eléctrico. Esta fase se divide en tres subprocesos especializados, cada uno con puntos de control de calidad dedicados.
En primer lugar, el sistema de potencia: el paquete de baterías de iones de litio y el motor eléctrico. Utilizamos baterías de fosfato de hierro y litio (LiFePO4) de grado automotriz, seleccionadas por su vida útil de 3.000 ciclos (el doble que las alternativas de plomo-ácido) y su capacidad de carga rápida (alcanzando el 90 % de capacidad en 2 horas). Cada celda de batería se somete a pruebas de consistencia de voltaje (desviación ≤0,02 V) y retención de capacidad (≥95 % después de 100 ciclos) antes de ser ensamblada en un paquete sellado, que posteriormente se somete a un ciclo de carga-descarga de 24 horas para validar entre 8 y 10 horas de funcionamiento continuo, esencial para operaciones completas en almacenes. El motor, una unidad de corriente alterna (CA) de 7,5 kW importada de una marca global, se monta utilizando herramientas láser de alineación para garantizar que el eje de transmisión se conecte a la transmisión con una desviación ≤0,05 mm, minimizando así la pérdida de energía y el ruido operativo.
A continuación, el sistema hidráulico, responsable del rendimiento de elevación de la carretilla elevadora. Adquirimos cilindros hidráulicos de proveedores de primer nivel, cada uno sometido a una prueba de presión de trabajo nominal de 1,5 veces (31,5 MPa) durante 5 minutos sin fugas. Las mangueras hidráulicas, reforzadas con trenzas de acero y conformes con los estándares SAE 100R17, están dispuestas para evitar el rozamiento con el chasis y aseguradas con abrazaderas antivibración para prevenir desgaste. Aquí se integra nuestra válvula patentada de detección de carga, que ajusta el caudal hidráulico según el peso de la carga, ahorrando hasta un 20 % de energía en comparación con los sistemas de caudal fijo, en línea con nuestro compromiso de eficiencia.
Finalmente, se instalan los sistemas de control y seguridad. La consola del operador incluye una palanca joystick ergonómica (probada para 100.000 ciclos de uso para garantizar durabilidad) y una pantalla digital que muestra datos en tiempo real sobre el nivel de batería, el peso de la carga y los códigos de fallo. Los componentes de seguridad, incluyendo frenado regenerativo, función de retención en pendientes, botones de parada de emergencia y autodiagnóstico de fallos, están conectados con cables codificados por colores (según la norma IEC 60446) para evitar conexiones erróneas. Cada característica de seguridad se prueba individualmente: la eficiencia del frenado regenerativo se verifica para reducir el consumo de energía en un 15 %, mientras que la función de retención en pendientes se valida para mantener la carretilla elevadora inmóvil en una pendiente de 15° con carga completa.
Paso 3: Pruebas de rendimiento: validación rigurosa para una fiabilidad en condiciones reales
Ninguna carretilla elevadora eléctrica sale de nuestro taller sin pasar por una serie completa de pruebas diseñadas para simular los entornos de almacén y logística más exigentes. Esta fase garantiza que cada máquina cumpla con nuestros estrictos estándares de capacidad de elevación, seguridad y eficiencia.
Primero se realiza la prueba de carga estática: la carretilla elevadora se fija a una plataforma de prueba calibrada, y se levanta un peso equivalente a 1,2 veces su capacidad nominal hasta la altura máxima (3-6 metros, dependiendo del modelo). Sensores láser de desplazamiento miden la deflexión del bastidor y del mástil; cualquier desviación superior a 2 mm activa una inspección completa de los sistemas hidráulico y estructural. A continuación, se lleva a cabo la prueba dinámica, en la que la carretilla elevadora realiza 500 ciclos de operaciones de "elevación-transporte-bajada" con carga completa, recorriendo una pista que incluye giros cerrados (pasillos de 60 cm), pendientes de 10° y superficies irregulares para evaluar la estabilidad y la maniobrabilidad. Durante esta prueba, se monitorea el consumo de energía, requiriéndose un valor ≤1,2 kWh por hora de funcionamiento para garantizar ahorros a nuestros clientes.
Los niveles de ruido se miden en una cámara anecoica, con nuestros montacargas funcionando a ≤70 decibelios, más silenciosos que una conversación normal, lo que los hace ideales para almacenes interiores. La validación final es una simulación de campo de 2 horas en nuestro circuito de pruebas in situ, donde un operador certificado utiliza el montacargas para manipular palets, apilar carga a la altura máxima y moverse por distribuciones realistas de almacén. Esta prueba del mundo real garantiza que todos los sistemas trabajen en armonía y que los controles ergonómicos reduzcan la fatiga del operador durante turnos prolongados.
Más allá de la producción: trazabilidad y mejora continua
Nuestro compromiso con la calidad va más allá de la fábrica. A cada montacargas eléctrico se le asigna un número de serie único que registra todo su proceso de producción, desde el lote de acero utilizado en el chasis hasta el técnico que ensambló el paquete de baterías. Esta trazabilidad nos permite abordar rápidamente cualquier problema y ofrecer soporte específico a nuestros clientes.
El resultado de este meticuloso proceso es una carretilla elevadora eléctrica que cumple con nuestra promesa de "mejores productos, mejor servicio, mejor reputación". Estas máquinas eliminan las emisiones por el tubo de escape, reducen los costos operativos en un 30 % en comparación con las alternativas de gasolina y requieren un mantenimiento mínimo, todo ello manteniendo el rendimiento del que dependen las operaciones de almacén y logística. Siendo una marca recomendada por CCTV y líder en la industria de carretillas elevadoras de China, nos enorgullece cada carretilla elevadora eléctrica que sale de nuestra línea de producción. Para nosotros, la fabricación no se trata solo de construir equipos, sino de empoderar a las empresas para avanzar con confianza, una carretilla elevadora de precisión a la vez.
Ya sea navegando por pasillos estrechos de almacenes, levantando cargas pesadas o apoyando operaciones las 24 horas, nuestras carretillas elevadoras eléctricas están diseñadas para destacar, demostrando que cuando la precisión se encuentra con el propósito, las posibilidades de eficiencia en el manejo de materiales son infinitas.